A Ford CEPT.00.00.L-467 és a Ford TM 00.00.L-467 szabványok közötti különbségek
A Ford 2019-ben adta ki az új, nemzetközi, ciklikus korróziós TM 00.00-L-467 tesztszabványt. Gyakori feltételezés, hogy a szabvány a korábbi meglévő Ford CETP 00.00-L-467 szabványt váltotta, melyet 2008 októberében adtak ki, de ez nem igaz. A két szabvány, bár hasonlít, mégis különböző, ebben a cikkben pedig ezeket az apró különbségeket tárgyaljuk meg.
Alkalmazás
A tesztek feladata, hogy a fémek korrózióállóságát vizsgálhassuk olyan környezetben, ahol jelentős mennyiségű nátrium-klorid található, mint például a felsózott, olvadó jeges útfelületek a tél során. A tesztek szabályozottan zajlanak, így a Ford alkatrészek minősítései a világon bárhol elvégezhetők. Az egyetlen szükséges készülék egy megfelelő tesztkamra, mely megfelel a szabványok előírásainak.
A tesztek a gyártási tervek engedélyezési folyamataiban hasznosíthatók:
- Új, korrózióálló termékek fejlesztése és minősítése
- Új elő- és utókezelési eljárások kifejlesztése
- Alapanyagok megfelelő kiválasztása
- A végtermék minőségellenőrzése
Általános követelmények
Mindkét tesztet laboratóriumi körülményekre tervezték, futtatása teljesen automata korróziós tesztkamrában végezhető, adott hőmérséklet és páratartalom mellett. A kamrának a következőkkel kell rendelkeznie:
- Egy klímaegység a fűtés és hűtés, illetve a páratartalom szabályzásához, mindezt nagyfokú megismételhetőség és reprodukálhatóság mellett
- Belső keringtetőrendszer a kondicionált levegőnek
- Beépített felső, oszcilláló permetezőrúd a mintáktól 1m távolságra (automata teszt)
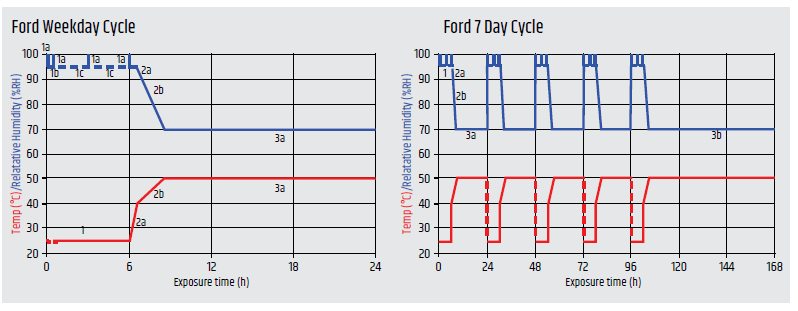
A Ford CEPT.00.00-L-467 és a Ford TM.00.00-L-467 tesztek is 7 napos tesztprofillal rendelkeznek, egy 5 napos (hétköznapi) ismétlőciklussal, majd egy 2 napos (hétvégi) fázissal.
Az 5 napos ismétlőciklus a következő lépésekből áll
Az 5 napos ismétlőciklus a következő lépésekből áll
- Egy 6 órás nedves fázis szobahőmérsékleten, időszakos sópermetezéssel (0,5% NaCl)
- Egy 2,5 órás átmeneti fázis, klímaszabályzott szárítással. Ez alapvetően két lépésben történik. Az első egy 30 perces felfutás, mely során a hőmérséklet 25°C-ról 40°C-ra melegszik, miközben a páratartalom folyamatosan magas, 95% RH. A második részhez egy 2 órás átmenet szükséges, mely során az elért 40°C hőmérséklet 50°C-ra nő, ezzel egyidőben a páratartalom pedig 95%RH-ról 70%RH-ra csökken. Ezek az előre beállított értékek az célkörülmények minden fázis végén.
- Egy 15,5 órás fázis állandó hőmérsékleten és páratartalmon (50°C/70%RH)
A 2 napos (hétvégi) fázis a következőképpen néz ki:
- 48 óra állandó hőmérsékleten és páratartalmon (50°C/70%RH)
Specifikus különbségek
1. A Ford CEPT.00.00-L-467 a 25°C, 95%RH-s nedves fázisnak +/-2°C toleranciát enged, mely a TM szabványból már törlésre került
2. A CEPT teszt kijelenti, hogy az 50°C és 70%RH állandó hőmérsékletű és páratartalmú fázis valós középértékének +/- 4°C-on és +/- 2%RH-n belül kell lennie. A TM szabványban ezt valamelyest enyhítették, az középérték toleranciája itt már +/-2°C és +/- 5%RH.
3. A kalibrált középérték maximálisan megengedett rövidtávú hőmérséklet-ingadozása a CEPT szabványban +/-0.6°C , míg a TM szabványban némiképp enyhített +/-1°C
2. A CEPT teszt kijelenti, hogy az 50°C és 70%RH állandó hőmérsékletű és páratartalmú fázis valós középértékének +/- 4°C-on és +/- 2%RH-n belül kell lennie. A TM szabványban ezt valamelyest enyhítették, az középérték toleranciája itt már +/-2°C és +/- 5%RH.
3. A kalibrált középérték maximálisan megengedett rövidtávú hőmérséklet-ingadozása a CEPT szabványban +/-0.6°C , míg a TM szabványban némiképp enyhített +/-1°C
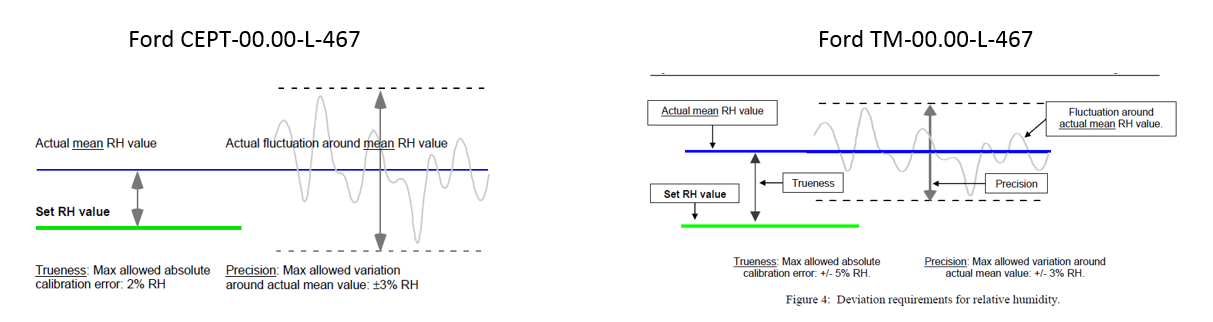
A toleranciahatárok különbségei a Ford CEPT és a Ford TM szabványokban
4. A CEPT szabványhoz képest a TM szabványhoz további két sor gyűjtőpoharat is hozzáadtak. Ez 20 extra gyűjtőpohárnak felel meg, melyek segítségével igazolható, hogy a lefelés permetezés mennyiségének átlaga a 6 órás sópermet szakasz során 3 L/m² és 15 L/m² között van.
.png)
A FORD CEPT-00.00-L-467 szerinti példa a gyűjtőpoharak elrendezésére
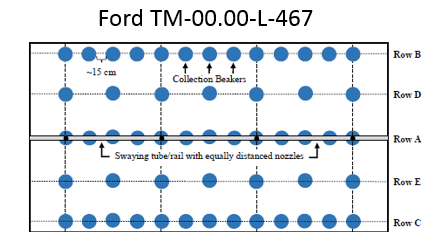
A FORD TM-00.00-L-467 szerinti példa a gyűjtőpoharak elrendezésére
5. A CEPT szabvány szerint: „A falak fűtése kerülendő, mivel a sugárzás általi fűtés hajlamos arra, hogy a kamra falaihoz közeli mintákat túl szárazon tartsa ahhoz, hogy a páratartalomra vonatkozó előírásoknak megfeleljenek (vagy egy árnyékolót kell felszerelni az ilyen hatás elkerülése érdekében)."
A TM szabvány szerint: “A falak fűtését kerülni kell, mivel a sugárzás általi fűtés hajlamos arra, hogy a kamra falaihoz közeli mintákat túl szárazon tartsa ahhoz, hogy a páratartalomra vonatkozó előírásoknak megfeleljenek.
Ez egy viszonylag apró, ám fontos különbség a szabványok között, hiszen az erre megfelelő kamra gyártóinak meg kell változtatniuk a páramód alatti hőgenerálást.
6. A tesztpanelek szögeinek a CEPT szabvány szerint a függőlegestől 15-20°-n belül kell lenniük, míg a TM szabvány ugyanezt a függőlegestől 20° +/-5 fokban határozza meg.
A TM szabvány szerint: “A falak fűtését kerülni kell, mivel a sugárzás általi fűtés hajlamos arra, hogy a kamra falaihoz közeli mintákat túl szárazon tartsa ahhoz, hogy a páratartalomra vonatkozó előírásoknak megfeleljenek.
Ez egy viszonylag apró, ám fontos különbség a szabványok között, hiszen az erre megfelelő kamra gyártóinak meg kell változtatniuk a páramód alatti hőgenerálást.
6. A tesztpanelek szögeinek a CEPT szabvány szerint a függőlegestől 15-20°-n belül kell lenniük, míg a TM szabvány ugyanezt a függőlegestől 20° +/-5 fokban határozza meg.
Specifikus kiegészítések
Most, hogy átnéztük a különféle eltéréseket, lássuk azokat a kiegészítéseket a Ford TM szabványban, melyeket a CEPT nem határozott meg.
1. Az adott hőmérsékleti és páraprofilnak egy független adatgyűjtőből kell származnia, melyre általában a Vaisala HM141 ajánlott. A CEPT szabvány nem ajánl semmilyen meghatározott típusú adatgyűjtőt.
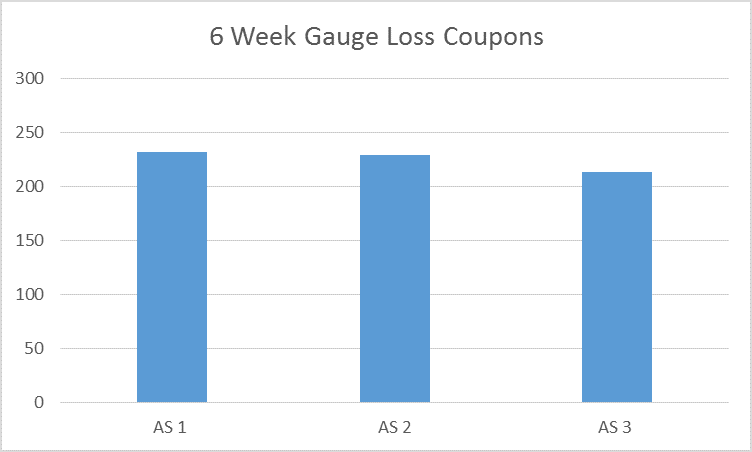
2. A Ford TM szabvány egy teljesen új, 150-200 mikronos mérőeszköz-veszteségi adatokkal foglalkozó szakasszal is bővült. Az FLTA CA 005-01-nek (Starret 760 FL mikrométer használata) vagy az FLTA CA 006-1-nek (Olympus 38DL ultrahangos vastagságmérő használata) mérések. A mérőeszköz veszteségét minden negyedévben ellenőrizni kell, legalább 3 ACT tesztpanel használatával. Az ellenőrzésre benyújtott profiladatoknak szintén egy független ellenőrző eszközből kell származniuk, melyet a minták síkjában, a minták között kell elhelyezni.
Íme egy példa, melyet a Ford Corrosion Engineering részlege adott ki és egy 6 hetes veszteség grafikonját mutatja egy Ascott AT1300IPLite kamrában:
1. Az adott hőmérsékleti és páraprofilnak egy független adatgyűjtőből kell származnia, melyre általában a Vaisala HM141 ajánlott. A CEPT szabvány nem ajánl semmilyen meghatározott típusú adatgyűjtőt.
2. A Ford TM szabvány egy teljesen új, 150-200 mikronos mérőeszköz-veszteségi adatokkal foglalkozó szakasszal is bővült. Az FLTA CA 005-01-nek (Starret 760 FL mikrométer használata) vagy az FLTA CA 006-1-nek (Olympus 38DL ultrahangos vastagságmérő használata) mérések. A mérőeszköz veszteségét minden negyedévben ellenőrizni kell, legalább 3 ACT tesztpanel használatával. Az ellenőrzésre benyújtott profiladatoknak szintén egy független ellenőrző eszközből kell származniuk, melyet a minták síkjában, a minták között kell elhelyezni.
Íme egy példa, melyet a Ford Corrosion Engineering részlege adott ki és egy 6 hetes veszteség grafikonját mutatja egy Ascott AT1300IPLite kamrában:
Összegzés
Ahogy láthattuk, a két szabvány – ha apróbb részletekben is – de eltérő. Egyik sem helyettesíti a másikat és mindkét teszt elvégezhető az Ascott által gyártott Atmosfär kamrákban.
A Ford TM 00.00-L-467 szabvány részletes tesztfolyamata az alábbi linken elérhető.
Akár ezzel a szabvánnyal, akár más tesztszabványokkal kapcsolatban érdeklődne, keressen minket bizalommal.
Az Ascott Atmosfär és Atmosfär Premium kamrákról a linkekre kattintva találhat részletes adatokat.
Akár ezzel a szabvánnyal, akár más tesztszabványokkal kapcsolatban érdeklődne, keressen minket bizalommal.
Az Ascott Atmosfär és Atmosfär Premium kamrákról a linkekre kattintva találhat részletes adatokat.

Sinka Dániel
Érétkesítési vezető
Telefon: +36 (1) 646 4539
E-mail: sinka.daniel@atestor.hu
17. Nemzetközi Mocon Konferencia
Idén immár 17. alkalommal kerül megrendezésre a csomagolásvizsgálat témakörével foglalkozó Nemzetközi Mocon Konferencia, ezúttal a németországi Höhr-Grenzhausenben.
bővebben
Kérdezz-felelek Matt Kreiner termékmenedzserrel a Hitachi új, FT230 XRF készülékéről
Matt Kreiner a Hitachi bevonatelemző készülékeinek gyártásáért felelős termékmenedzser. Munkája során A Hitachi világszerte jelenlévő, különböző iparágakban tevékenykedő, bevonatokkal dolgozó felhasználói hálózatára fókuszál és igyekszik új megoldásokat találni azokra a kihívásokra, melyekkel a partnerek a napi munka során szembesülnek. A cégnél töltött 19 éve során jelentős tapasztalatot szerzett az XRF technológiával kapcsolatban és számos különböző szerepben próbálhatta ki magát.
bővebben
Új keménységmérővel bővült cégünk tesztkapacitása
Cégünk egyik fontos projektje a testORG, melynek keretében nem csupán a hazai laboratóriumok tesztkapacitását igyekszünk összefogni és egyszerűen elérhetővé tenni partnereink számára, de egyben saját laboratóriumunk eszközparkját és mérőkapacitását is folyamatosan növeljük. A már meglévő eszközök mellé nemrég sikerült beszereznünk egy új Innovatest Falcon 600 keménységmérőt, mely várhatóan fontos részét képezi majd a repertoárunknak. Az alábbiakban a készülékről találhatnak néhány alapvető információt.
bővebben
A tisztaságvizsgálat főbb típusai
A felület tisztasága szinten minden felületkezelő gyártási eljárás, bevonatfelvitel előtt kritikusan fontos. A szennyeződések forrása szerteágazó. Olajmaradék egy gyártó gépből, lerakódások, salakok a gyártási eljárásból, hűtő- és korróziógátló folyadékok, korróziós lerakódások, vagy akár emberi érintésből származó szennyeződés olyan sokszor láthatatlan problémát okoz, ami nehezíti a felületkezelők munkáját. Az ilyen szennyezők ronthatják a bevonat tapadását, a felület egyenletességét, némely esetben korrózióhoz, vagy mechanikai meghibásodásokhoz vezethetnek. Az alapanyagtól, a termék méretétől, az alkalmazás típusától függően számost tisztítási eljárást találunk, de hogy történik ezeknek a minőség ellenőrzése?
bővebben
Sópermet szeminárium igényfelmérés
A korábbi években cégünk rendszeresen szervezett különböző elméleti és gyakorlati szemináriumokat különböző méréstechnikai területekkel, vizsgálati kihívásokkal kapcsolatban, a fókusz pedig több alkalommal is a sópermet teszteken és a korrózióvizsgálaton volt. A tendenciát elsősorban a COVID-járvány okozta korlátozások és biztonsági intézkedések szakították meg, de szándékaink szerint ismét a személyes találkozás és a csoportos szemináriumok terepére lépnénk.
bővebben
Metallográfiai csomagok mintaelőkészítéshez
Cégünk gyakran találkozik olyan megkeresésekkel, melyek a metallográfiai mintaelőkészítési megoldásokra vonatkoznak. Mivel kínálatunkban készülékek és fogyóanyagok egyaránt megtalálhatók, mindig örömmel segítünk partnereinknek. Ez sokszor trükkös feladat, hiszen ahány anyagtípus, annyiféle ideális mintaelőkészítési megoldás, mi pedig mindig igyekszünk a leginkább személyre szabott, a végletekig optimalizált megoldást kínálni. Ennek szellemében állítottuk össze legújabb csomagajánlatainkat, melyekben metallográfiai készülékeket és teljes metallográfiai sorokat kínálunk kedvező áron! A készülékek természetesen csak a folyamat egyik részét képezik, anyag- és mintatípustól függően különböző fogyóanyagokra is szükség lehet, melyet egyedi ajánlat alapján szintén biztosítani tudunk. Ha felkeltettük érdeklődését, keressenek minket megadott elérhetőségeink valamelyikén és találjuk meg együtt a legideálisabb mintaelőkészítési megoldást!
bővebben